Automobile plants make more with less

Competition is fierce in the automobile industry. Worldwide overcapacity has created price pressures that are particularly challenging for manufacturers that are already having a tough time managing their overall productivity and costs. And most major areas of efficiency improvement have already been tapped.
What to do? Cutting energy demand is always a tempting area. But only between three and five percent of new car production costs are related to energy use during manufacture. In paper production, by comparison, this figure is as high as 15 percent. Yet rising energy prices are getting manufacturers to take a second look. In its Sustainability Report 2011, the Volkswagen Group, for instance, announced a plan to reduce energy consumption—i.e. electricity, gas, and heat—by one quarter by 2018.
A plant with a daily output of 1,000 vehicles can easily use several hundred thousand megawatt-hours (MWh) of electricity per year—as much as a medium-sized town. Huge pressing instruments shape sheet metal into body parts; robots assemble vehicle bodies with thousands of welding spots and glue dots; and the paint shop, which accounts for 45 to 60 percent of the plant's energy use, has to keep paint at the right temperature, run large ventilation systems, and power its robots. Elsewhere, conveyors bring the doors, engine, powertrain, and interior fittings to the assembly line for installation.
How much energy does each of these steps consume? Exactly when, where, and how much electricity, gas, and heat are being used? Only when a plant has answers to these questions can it identify measures designed to improve its energy efficiency.
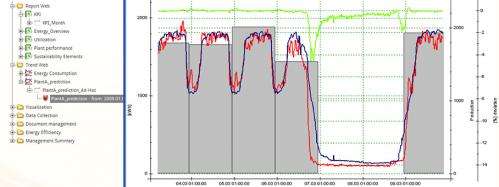
SIMATIC B.Data, a new energy management software system from Siemens, can help. This smart energy tracker records the energy use of individual production machines and systems, and processes the data for detailed analysis. At one German car plant, for instance, the software detected a suspiciously high base load consumption on weekends, despite planned downtime. It was discovered that car bodies were being held at working height by the production robots—which required associated compressors to provide a non-stop supply of compressed air to the robots.
"One of the main objectives of our software is to reduce plant base load," explains Rudolf Traxler, who is responsible for energy management systems at Siemens Industry in Linz, Austria. "Although there is little or no production at off-peak times, energy consumption during this period often accounts for 30 percent of the working day's total." The solution is to shut down everything not in use. This is now done at the BMW engine plant in Steyr, Austria. Thanks to SIMATIC B.Data and a raft of energy-saving measures, the plant's base load during downtime has been reduced from eight to five megawatts.
Before the SIMATIC B.Data system is installed, the following should be considered: where to measure energy use, the degree of accuracy needed, and how much retrofitting of measuring technology is required. At BMW's Steyr plant, where some 700,000 engines a year are produced, energy demand is measured every 15 minutes at some 700 monitoring points. For Traxler, transparency is the key to saving energy. "It's only by tracking energy demand precisely that you create an incentive to save," he says. At a BMW plant in Regensburg, Germany, SIMATIC B.Data automatically generates daily and monthly energy reports, which identify potential for improvement. In 2012, Regensburg awarded the plant an environmental prize in recognition of its having cut energy use since 2004 by 30 percent, or 168,000 MWh per year, while boosting its output and expanding its facilities.
Thanks to the smart energy tracker, plants can further boost their efficiency by adapting the control software to production machinery. Take drives, for instance. In most plants, around two thirds of power demand comes from electric motors of various sizes that are used to drive conveyor systems, machinery, or production robots. Upgraded motor technology can bring major savings. At Seat's lead plant in the Spanish town of Martorell, for example, Siemens has fitted frequency converters to the large ventilators in the paint shop. These regulate motor speed in line with actual requirements, with the result that power consumption has fallen by as much as 40 percent.
Modern drives also improve the efficiency of pressing facilities. Operating with a force of several thousand tons, these huge machine tools shape sheet metal into car doors, roofs, and engine hoods by the second. Each time such a machine tool lifts, a transfer robot moves a body part to the neighboring press. In many cases, the various movements are driven by a single driveshaft, which is powered by a large flywheel. But this can be energy intensive. In view of this, Volkswagen, assisted by Siemens, upgraded three 15-year-old pressing systems at its Wolfsburg plant. "The transfer robots were disconnected from the main driveshaft and are now powered by electronic servos," says Bernd Dietz from Siemens Industry. This enables more precise and efficient control of the transfer robots.

A press line simulation (PLS) model from Siemens ensures optimal regulation of metal pressing movements. It guarantees that the expensive machines and transfer robots do not collide, although they operate in an extremely tight sequence. As a result of the implementation of these systems, the productivity of VW's pressing operations has risen from 14 to 16 units per minute. PLS also cuts the time required for tool changing, since the simulated movements of the new tool can be fed directly into the control software for the presses. In the long term, this enhanced availability will enable VW to reduce the number of press lines from 17 to eight. In addition, the energy recuperated when drives are decelerated is now used to accelerate other drives, thus increasing the energy efficiency of the press lines by around 30 to 40 percent.
Enhanced Flexibility. When installing new machine presses, many plants now opt for servo presses driven by servo motors. The advantage of this is that systems do not have to operate according to a preset rhythm that is determined by a single driveshaft and flywheel, for example. This means the up and down components of the stroke movement can be separately controlled according to real-time requirements. The press descends slowly when forming the sheet metal, in order to preserve the die and ensure a high-quality workpiece. It then ascends as quickly as possible to the top of the stroke in order to start a new cycle. Under optimal conditions, a servo press produces twice as many workpieces as a conventional press and therefore soon offsets its higher purchase price.
However, as Dietz's colleague Dr. Gerald Reichl explains, the motors in a servo press need more energy than those in a flywheel-driveshaft combination. "A machine press that we designed for a Polish automobile plant would have required, as a flywheel system, an installed load of 500 kW. As a servo press, with six principal motors—in extreme cases, all operating at once—it theoretically needs a peak power of 3 MW," he says. Smart energy management, however, ensures that the press requires only 500 kW. That's because capacitors and flywheel systems store the energy that is liberated when motors are decelerated and then release it as required.
Servo presses present a unique design challenge for machine press manufacturers because there are many ways of achieving the requisite pressing force with various motors and different torques. Here, small and mid-sized manufacturers are in particular need of support, says Reichl, a mechatronics engineer: "We've developed a program that, on the basis of the required speed and force, calculates the dimensions of the press, its optimal movement parameters, and a suitable energy management system," he says. As Head of Sales Alexandre Bonay explains, the project has taken many years of work: "We already had know-how in the area of drives and control systems, but machine presses were an unknown quantity." It was time well invested. "The result is an integrated package for servo presses that covers everything from design to drive systems, control technology, and even computer simulation." This provides machine press manufacturers with added security. Because the system's simulations are based on an exact 1:1 representation of proposed presses, it can demonstrate to customers, well before the press has even been built, how many units it can reliably produce in the course of normal operation. Automakers can incorporate this simulation into their own virtual models to find out the extent to which they can ramp up production of future models, thus becoming more productive and efficient in the fiercely competitive global market.
Provided by Siemens




















