Can we fix it -- yes we can

Scientists at the National Physical Laboratory (NPL), the UK's National Measurement Institute are working on a project to develop a new, lighter weight beverage can punch with improved wear resistance. The target reduction of a can wall thickness of only 1 micrometre (0.001 mm) could save up to 800 tonnes of aluminium a year.
There are over 260 billion beverage cans being produced every year worldwide, with Europe being one of the biggest markets and growing at approximately 10% per year. The United Kingdom is the one of the leading markets with over 8.2 billion (steel and aluminium) cans being produced with 70% used for alcoholic drinks and 21% for soft drinks.
How cans are made
A single production line can make up to 500 million cans every year from coils of aluminium or steel. The main procedure to form the body of the can is done in one continuous punch stroke by a 'Bodymaker' in about one fifth of a second. It is this Bodymaker punch which is the principle target for weight saving and its operation is shown in Figure 1. Firstly a shallow the cup formed from the aluminium sheet is drawn through a die to produce the can diameter (Figure 1, Step 2) and then the can walls are thinned and stretched through a series of ironing operations (Figure 1, Step 3). In the last step, the punch presses the base of the can body against a metal dome, giving the bottom of the can its inward bulge (Figure 1, Step 4).
The Bodymaker punch is made from a extremely heavy hardmetal alloy to withstand high forces and conditions which would wear away most metals very quickly. However, the punch weight causes problems of vibration and alignment because of the speed with which it has to move and the tolerances needed to keep the correct can dimensions of only ± 0.002 mm mean that the punches still need to be removed regularly for maintenance.
How the process can be improved
If the punch density can be reduced while maintaining or improving its wear resistance and stiffness then large savings in energy, raw materials and maintenance time can be made. Working with the manufacturers of the punches and the beverage can manufacturer (in a programme funded by the Technology Strategy Board), NPL has investigated how Bodymaker punches wear and how new materials with lower densities might behave when made into new lighter weight punches.
Using state-of-the-art electron microscopy techniques,
A single production line can make up to 500 million cans every year from coils of aluminium or steel. The main procedure to form the body of the can is done in one continuous punch stroke by a 'Bodymaker' in about one fifth of a second. It is this Bodymaker punch which is the principle target for weight saving and its operation is shown in Figure 1. Firstly a shallow the cup formed from the aluminium sheet is drawn through a die to produce the can diameter (Figure 1, Step 2) and then the can walls are thinned and stretched through a series of ironing operations (Figure 1, Step 3). In the last step, the punch presses the base of the can body against a metal dome, giving the bottom of the can its inward bulge (Figure 1, Step 4).
The Bodymaker punch is made from a extremely heavy hardmetal alloy to withstand high forces and conditions which would wear away most metals very quickly. However, the punch weight causes problems of vibration and alignment because of the speed with which it has to move and the tolerances needed to keep the correct can dimensions of only ± 0.002 mm mean that the punches still need to be removed regularly for maintenance.
How the process can be improved
If the punch density can be reduced while maintaining or improving its wear resistance and stiffness then large savings in energy, raw materials and maintenance time can be made. Working with the manufacturers of the punches and the beverage can manufacturer (in a programme funded by the Technology Strategy Board), NPL has investigated how Bodymaker punches wear and how new materials with lower densities might behave when made into new lighter weight punches.
Using state-of-the-art electron microscopy techniques, including Electron Backscatter Diffraction and 3D imaging, the ways in which different hardmetal alloys wear away has been investigated. It has been found that at the simplest level the basic wear mechanism can be understood using a scratch testing method developed at NPL. This simulates the action of a single abrasive particle being rubbed over the surface of the punch using a sharp diamond point at the end of a finely balanced arm.
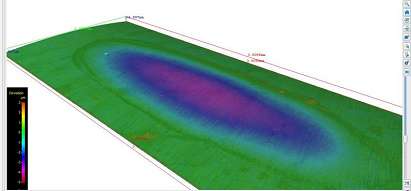
This does not, however, test materials in the same environment which the punches experience, so NPL has developed a novel test system that simulates the combination of high stress sliding contact and impact that is found in during can forming. The changes in friction as aluminium is worn away by the movement of two test pieces of punch material is monitored over 100,000 cycles and the mass of material worn away from the punch material is recorded. Although this loss of material is less than 1/1000th of a gram, the differences in mass loss between different grades of material can still show which grade has better wear resistance and the volume of material worn away, less than a few thousandths of a millimetre in depth, can be measured by 3D microscopy as shown in Figure 2:
Provided by NPL

















